浅谈消失模白型成型工艺
发布者:武陟县向阳模具有限公司 点击次数:5268次-->
浅谈消失模白型成型工艺,
宝鸡欣龙消失模制造有限公司,
高帆,18091768797

预发泡工艺,
预发料的三个注意要素,
1、低压大流量,让蒸汽瞬间穿透珠粒(缩短预发时的蒸汽穿透时间),使预发出的珠粒均匀、不结;
2、饱和微过热蒸汽,减少蒸汽中的水分含量提高热效值利用;
3、稳定蒸汽压力,使长时间预发珠粒密度一致性。
预发过程工艺控制,
EPS预发:
常压过热
桶内温度90℃左右
预发30秒左右
密度22g/L
流化床温度30℃左右
共聚料预发:
加压过热(0.03-0.05MPa)
桶内温度98℃左右
预发40-70秒左右
密度22g/L
流化床温度30℃左右
预发密度,必须根据产品壁厚的***薄处选择;
判断消失模铸造预发泡珠粒合格的方法,
1、预发出的珠粒含水量<5%。含水量要少要考虑蒸汽质量和预发机的预热;
2、预发出的珠粒要均匀。
要考虑加料量、预热、预发机刮板、蒸汽质量、预发时间、珠粒的质量。
预发珠粒的密度波动性要控制在±0.5g/L;
3、预发出的珠粒要有润泽感。
要考虑预发时间、预发密度、预发温度;
4、根据熟化要求合理的控制预发密度。
要考虑珠粒含水量和挥发分的控制,熟化好的珠粒和预发好的珠粒相差1-1.5g/L。
熟化处理工艺,
经过预发泡的珠粒,由于骤冷造成泡孔中发泡剂和渗入蒸汽的冷凝使泡孔内形成真空,如果立即送去发泡成型,珠粒压扁以后就不会再复原,白模质量很差,必须储存一个时期,让空气渗入泡孔中,使残余的发泡剂重新扩散,均匀分布,这样就可以消除泡孔内的部分真空保持泡孔内外压力的平衡,使珠粒富有弹性,增加消失模白模成型时的膨胀能力和白模成型后的抵抗外压变形、收缩的能力,这个过程叫做熟化处理。
步骤流程:
1、将珠粒状的原料放入熟化仓内熟化仓网上进行熟化,熟化仓网的网孔之间小于预发泡好的珠粒直径,且熟化仓内壁上铺设防静电布,熟化仓的容量体积为1-5 m³。
2、通入空气,仓内的温度保持在15-25℃,进行对原料初步熟化2-3h。
4、熟化原料结束后,保持在常压常温下放置3-5h即可;
5、熟化后的珠粒原料,表观密度为0.012-0. 016g/cm的泡沫模制件。
消失模白模成型注意事项,
1、注意模具的预热,
注意在加料前预热模具是为了减少珠粒发泡成型时的冷凝水,缩短发泡成型时间,一般模具预热温度在50~70℃,并且还要根据季节的不同来合理的选择预热方式。
同时在进行冲料前必须把模具内的残余水吹干,以免造成模样的表面缺陷。
2、充料时的注意事项,
1)当使用大珠粒(比重<18g/L)时,常在模具分型面处留有小于预发后珠粒半径的縫隙、便于珠粒的填充;采用加料罐加料或珠粒比重≥18g/L时一般不建议抬模加料。
2)采用加料罐加料时,往加料罐倒入的珠粒不易过多(一般为加料罐总体积的2/3左右)。
3)采用加料罐加料时,加料罐压力一般为0.2Mpa左右(有时可根据模具的结构、模样的厚薄程度合理的选择)。
4)使用文丘里充料枪时应注意压缩空气进气量的大小,以免造成冲科不足的模样出现。
3、加热成型参数控制注意,
1)根据不同模样的厚薄程度和珠粒的密度合理的选择成型工艺;
成型工艺遵守:内部熔结不致密,延长穿透时间;表面熔结不致密,延长保温时间。
2)在保证模样质量的前提下尽可能的采用低压大流量和多次加热成型方法,以减少模样中的残余挥发分。
4、模样的冷却注意,
1)进气阀关闭后,等模具汽室内的蒸汽和余热排完后,方可进行水冷;
采用水冷却时要注意水温、水压和冷却时间。
2)在不出现模样缺陷的前提下,尽可能的缩短冷却时间和进水量。
消失模白模烘干注意事项,
1、需专人负责,
成型好模样的干燥操作,需要由白区相关人员负责模样干燥处理和检测,而且要求工作人员熟知模样干燥环境及检测的方法和指标。
2、注意模样干燥时间,
1)在室温下通风干燥2天;
2)在低温烘干房通风干燥2天;
3)在高温烘干房干燥1天。
3、注意模样干燥的空气湿度,
1)在室温下干燥(环境温度25~35℃的通风条件下)湿度≤30%;
2)干燥房干燥(干燥房干燥时温度控制在25-35℃,注意房内除湿条件)湿度为≤25%;
3)干燥房干燥(干燥房干燥时温度控制在35-40℃,注意房内除湿条件)湿度为≤20%;
4)注意烘干好的白模是不能马上使用的请放到中转库(环境要求:温度30C左右,湿度≤20%),不马上使用的模样可以先放置在湿度小的房间内。
4、干燥合格模样的判断方法,
良好的模样一般表面光泽、用手捏有良好的回弹力,如果干燥不好,表面会出现鱼鳞状(常说的模样的三次发泡现象)。
在此干燥工艺控制中,模样残余挥发份要控制在3%以下;
模样中残余水分要控制在:灰铁、球铁件<0.2%,铸钢件: <0.1%。
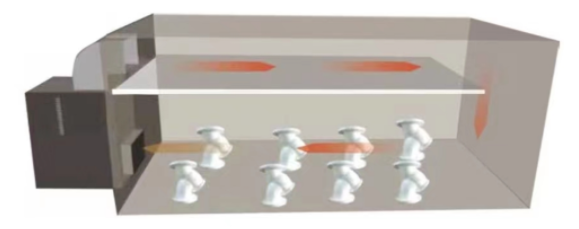
消失模空气能烘干除湿一体机工作示意图,
消失模在铸造过程中的几点影响要素,
1、挥发分的流失
2、水分的流失
3、表面光滑度
4、粘接的平整性
5、涂料的流挂性
6、尺寸的稳定性
以上内容为宝鸡欣龙消失模制造有限公司的高帆在第17次消失模在线沙龙上分享的内容





